|
ФАн |
·ўЙдёЯЖµЙщІЁЅшИл±»јмІв№ЬІДЎЈФЪИ±ПЭґ¦ІъЙъЙщІЁРЕєЕ·ґЙдЅ«±»ЙщІЁ·ўЙдМЅН·ЅУКЬЎЈ |
|
У¦УГ |
ФЪПЯєНАлПЯєё·мјмІвЈЁµзЧиєёЈ¬СЗ»ЎєёєНЛ«ГжВс»ЎєёµИЈ©ЎЈ |
|
ІъЖ· |
ЛщУРМїёЦєНґу¶аКэµДєПЅрёЦ№ЬЈЁІ»РвёЦ№ЬУРПЮЦЖЈ©ЎЈККУГјмІв№ЬІД°лѕ¶50єБГЧТФЙПЈ»±Ъєс3єБГЧТФЙПЎЈ |
|
УЕµг |
Хыёцєё·мДЪНв±ЪјмІвБйГф¶И»щ±ѕТ»ЦВЎЈј«єГµДЦШёґРФєН±к¶ЁµДОИ¶ЁРФЎЈНЁ№эПа¶ФУ¦µДМЅН·Ј¬јмІвµДУРР§РФЅ«іЦРшµГµЅСйЦ¤ЎЈ |
|
И±µг |
РиТЄТєМ¬соєПјБЈ¬ДЗГґ јмІвµДІъЖ·ФЪјмІвЗ°±ШРлµГµЅАдИґ»тФЪјмІвЗ°±»ґг»рЎЈФЪєЬёЯµДЙъІъЛЩ¶ИЗйїцПВЈЁ>140 m/min.)Ј¬јмІвРЎИ±ПЭµДДЬБ¦Ѕ«ПВЅµЎЈ |
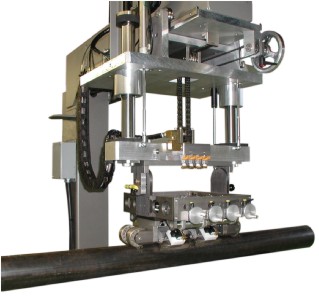
ФЪєё·мБЅ±Я¶ФіЖІјЦГБЅёцґш№М¶ЁЧ°ЦГµДЛ®ЦщКЅМЅН·ЈЁТ»ЧйЈ©Ј¬ ТФ№М¶ЁИлЙдЅЗПаПтЅ»Мж·ўЙді¬ЙщІЁЎЈТ»ІаМЅН··ўЙдµДі¬ЙщІЁ»ШІЁЅ«УГУЪєё·мИ±ПЭјмІвЈ¬¶шНё№эєё·мµДі¬ЙщІЁЅ«Н¬К±µЅґпБнТ»ІаМЅН·Ј¬ИзёГМЅН·соєПБјєГЈ¬ЖдЅ«ЅУКХµЅёГРЕєЕЈ¬УЙґЛїЙЕР¶ПЖдсоєПЧґМ¬ЎЈ·ґЦ®ТаИ»ЎЈ
InspecTech і¬ЙщІЁјмІвПµНіМṩёшФЛРРИЛФ±К®·ЦУСєГµДі¬ЙщІЁјмІвЅзГжЎЈі¬ЙщІЁјмІв¶Фєё·мДЪЎўНв±ЪИ±ПЭБйГф¶И»щ±ѕТ»ЦВЎЈККУГУЪЛщУРМїёЦєНґу¶аКэµДєПЅрёЦ№ЬЎЈїЙТФёщѕЭєёЅУ·ЅКЅЈЁЦ±·м»тВЭРэЈ©ЕдЦГјмІвПµНіЎЈ
јјКхМШµгЈє
ґшїнґшЗ°ЦГ·ЕґуЖчµДФ¶¶ЛВціе·ўЙъЖч
Бй»оµДTDG(ФцТжК±јд№ШПµ)
±кЧјµД»ъПдїЙЙиЦГ16ёцНЁµАЈЁёщѕЭТЄЗуїЙЙиЦГ32ёцНЁµАЈ©
Л«гРЦµ±ЁѕЇµзВ·ЈЁїЙСЎЈ©
ДЈДвКдіц
ґшПЯРФТЦЦЖЈЁЛҐјхЈ©µДRF јмІЁПФКѕЎЈ
ёЯµДЦШёґЖµВКRPF(6kHz)ЎЈ
ЖµВК·¶О§Јє0.5ЎЄ20MHz.
ФцТжµчЅЪЈє80dB, ГїІЅ1dB.
И«№эіМµДЎ°соєПЎ± јаІвЎЈ
УГ»§МШµгЈє
»щУЪјЖЛг»ъµДРЕєЕґ¦АнПµНіЎЈ
WindowsІЩЧчЖЅМЁЎЈ
јмІвІОКэµДКэЧЦ»ЇґжґўєНµчУГЎЈ
°ьАЁ±к¶ЁєННіјЖ·ЦОцµДЛщУРјмІвІОКэ»тКВјюµДКэЧЦ»ЇґжґўЎЈ
19»т21ґзµДЖЅГжТєѕ§ПФКѕЖчЎЈ
Ў°ОЮРи¶ЇКЦЎ±µДОЮИЛїґ№ЬФЛРРДЈКЅЈЁФЪПЯПµНіЈ©ЎЈ
NEMA 12 µзЧУС§»ъ№сЎЈ
ёЯОВјмІвЈЁСЎПоЈ©ЎЈ
И±ПЭЧФ¶Їґт±кЈ¬И±ПЭ·ЦСЎЈЁёфАлЈ©РЕєЕКдіцЎЈ
»щУЪК±јд»тО»ЦГµДґшКЅјЗВјґтУЎКдіцЎЈ |